

零件尺寸误差测量组合实训装置的实验步骤是专门为用户解决疑难问题的,非常具有代表性,在客户进行产品选型前,我们一般建议用户先看下零件尺寸误差测量组合实训装置的实验步骤。这样能对用户选型有非常大的帮助。
一、实验准备
在进行实验之前,需要准备以下易游网页版,易游(中国)和工具:
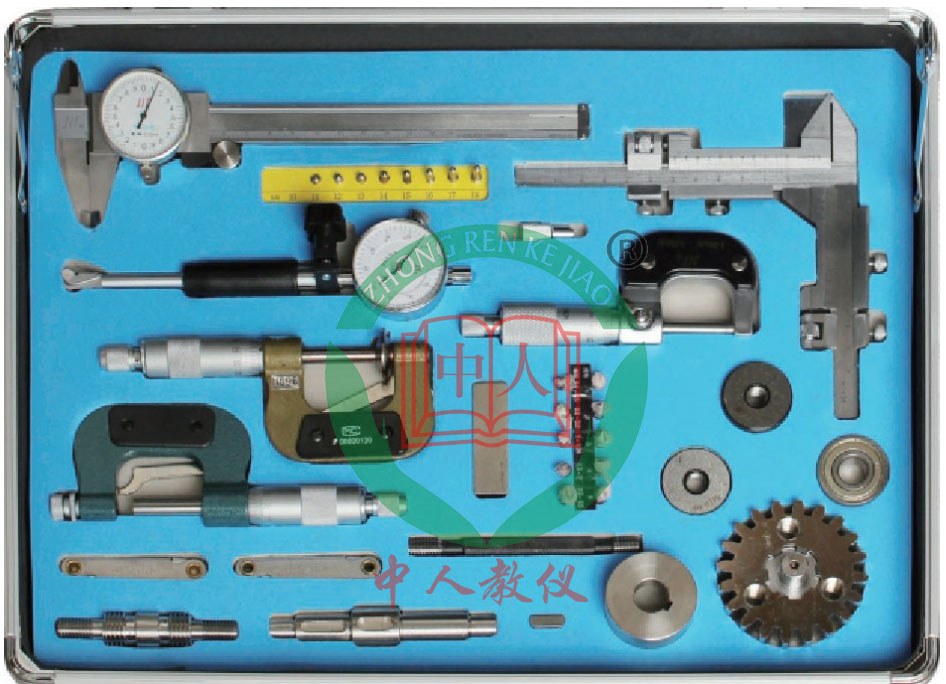
零件尺寸误差测量组合实训装置;
游标卡尺;
千分尺;
百分表;
实验工作台。
二、实验步骤
实验工作台调整
将实验工作台调整至水平状态,确保工作台稳定,然后将零件尺寸误差测量组合实训装置放置在实验工作台上,确保装置稳固。
游标卡尺的使用
将游标卡尺与被测零件接触,确保卡尺的测量面与被测零件的表面紧密贴合。然后,读出游标卡尺上的读数,记录下测量数据。注意,要多次测量并取平均值,以提高测量精度。
千分尺的使用
将千分尺的测量头与被测零件的表面接触,旋转千分尺的微分筒,使测量头与被测零件表面紧密贴合。然后,读出千分尺上的读数,记录下测量数据。同样,要多次测量并取平均值。
百分表的使用
将百分表的测量头与被测零件的表面接触,旋转百分表的表盘,使测量头与被测零件表面紧密贴合。然后,读出百分表上的读数,记录下测量数据。同样,要多次测量并取平均值。
数据整理与分析
根据实验数据,整理出各测量工具所测量的数据表格或图表。对数据进行对比分析,比较不同测量工具之间的测量结果差异,以及各测量工具的测量精度和稳定性。同时,结合理论知识,对实验结果进行解释和讨论。
实验总结与报告撰写
在实验结束后,需要对实验过程和结果进行总结。总结实验中遇到的问题、解决方法以及实验收获。同时,根据实验数据和分析结果,撰写详细的实验报告。报告中应包括实验目的、实验原理、实验步骤、数据记录与分析、结论与讨论等内容。
清理现场
实验结束后,需要将实验现场清理干净,确保工作台和工作区域整洁。同时,对使用的易游网页版,易游(中国)和工具进行检查和保养,确保其正常运转。
三、注意事项
在使用测量工具时,要严格按照操作规程进行,避免因操作不当导致测量结果出现误差;
对于较小的零件或细微的尺寸差异,应采用精度更高的测量工具进行测量;
在进行多组数据测量时,应尽量保持测量条件一致,以减小误差;
在整理和分析数据时,应注意数据的异常值和离群点,并进行合理的处理;
在撰写实验报告时,应做到客观、准确、条理清晰。
零件尺寸误差测量组合实训装置的参数如下:
零件尺寸误差测量组合实训装置训练项目
训练一:零件基本尺寸检测
1.游标卡尺检测零件长度尺寸;
2.外径千分尺检测零件外園尺寸;
3.内径百分百检测零件内孔尺寸;
训练二:零件配合尺寸检测
1.轴与孔配合尺寸检测; (一)
2.轴与孔配合尺寸检测; (二)
训练三:滚动轴承尺寸检测
1.深沟球轴承基本尺寸检测;
2.轴承与轴颈配合尺寸检测;
3.轴承与孔配合尺寸检测;
训练四:平键及花键尺寸检测
1.平键基本尺寸检测;
2.平键配合尺寸检测;
3.花键基本尺寸检测;
4.花键配合尺寸检测;
训练五:普通螺纹尺寸检测.1.普通螺纹基本检测;
2.外螺纹中径尺寸检测;
3.用螺纹环规和塞规检验内、外螺纹;
训练六:齿轮尺寸检测
1.齿轮基本参数测量与计算;
2.齿轮齿厚尺寸检测;
3.齿轮公法线长度尺寸检测;